
1.軸受診断とは?
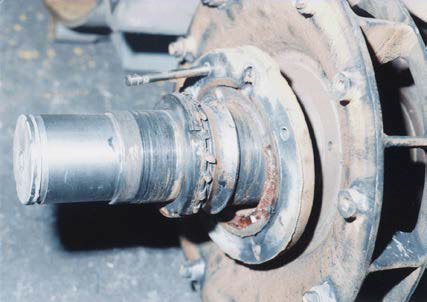
損傷したベアリング
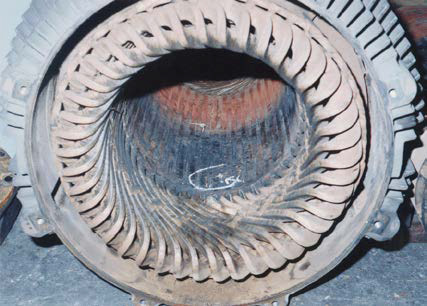
焼損した固定子
この写真は軸受が損傷した事により回転子(ロータ)が固定子と接触し、巻線が焼損・短絡事故に至った例です。 軸受事故のほんの一例ですが、このように軸受の故障は軸受自体でなく、それに付帯する様々な 箇所に悪影響を与えます。又、復旧については納期、費用が大幅に増大したり、修理不可能となる事が多々有ります。
なぜ軸受は損傷するのでしょうか
軸受の損傷原因は例えば
- (1) 疲労(機械的・電気的)
- (2) 潤滑不良
- (3) 異物混入
が主な原因です、その他にも環境や設置状況によって様々な原因があります。
しかし、損傷前には必ずその前兆が色々な危険信号となって現れます。この様な損傷事故を起こさない為にも、日頃から軸受の危険信号を監視する事によって事故を防止する事が出来ます。
- ● 視覚 排出グリースの変色・液化・硬化・異物混入はないか?
- ● 聴覚 異常音はないか?
- ● 触覚 異常振動・異常温度上昇はないか?
- ● 臭覚 潤滑油の焦げた臭い等はないか?
しかし、人間の五感では限度があります。特に軸受に異常がある場合、その信号は、人間の聴覚では発見しづらい音(振動)となり現れます。
その振動を様々な要素で測定・分析し、異常を発見する事が軸受診断です。
当社では最新のデジタル式軸受診断器を用い、設備稼働中に、わずかな時間で振動データを測定・分析する事が可能です。
 測定風景
測定風景2.振動の基礎知識
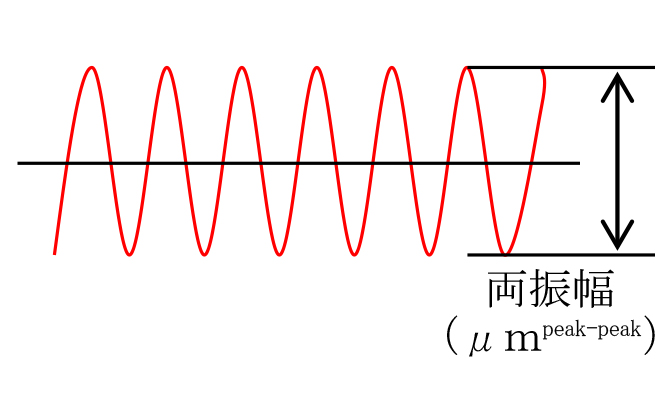
①変位(両振幅)・・・DISP(μm)
いわゆる振動値と呼ばれる。
②振動周波数・・・(Hz)
1秒間に起こる山の数をカウント
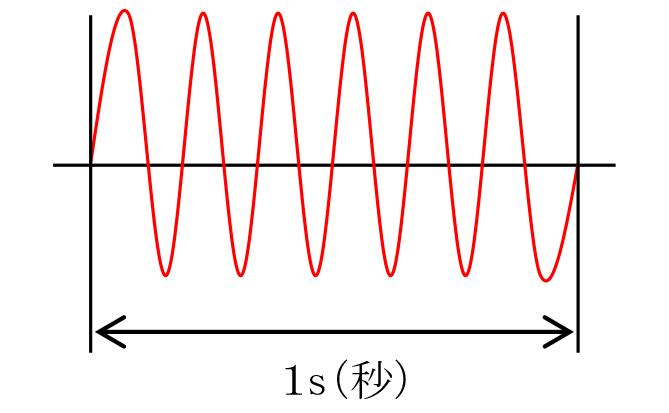
この波形の振動周波数は6Hzとなる。
②、③は単位は同じ(Hz)だが意味は全く違う
③回転周波数・・・fr(Hz)
回転数(min-1)は1分間の回転数を表すが、(Hz)は1秒間の回転数を表す。
min-1 ÷ 60(秒)= Hz
例)
- 3600min-1 ÷ 60 = 60Hz
- 1800min-1 ÷ 60 = 30Hz
- 1500min-1 ÷ 60 = 25Hz
- 1200min-1 ÷ 60 = 20Hz
この回転周波数は後で述べる周波数分析において、最も重要な要素となる。
④周波数分析(コンピュータで高速フーリエ変換=FFT解析)
実際の振動波形は下図のように様々な振動周波数により複雑になっている。
例)これは、振幅(DISP)レンジの振動波形で横軸は時間軸
モーター回転数=3000min-1

この波形は大きく分けて、3つの波形から成り立っている。
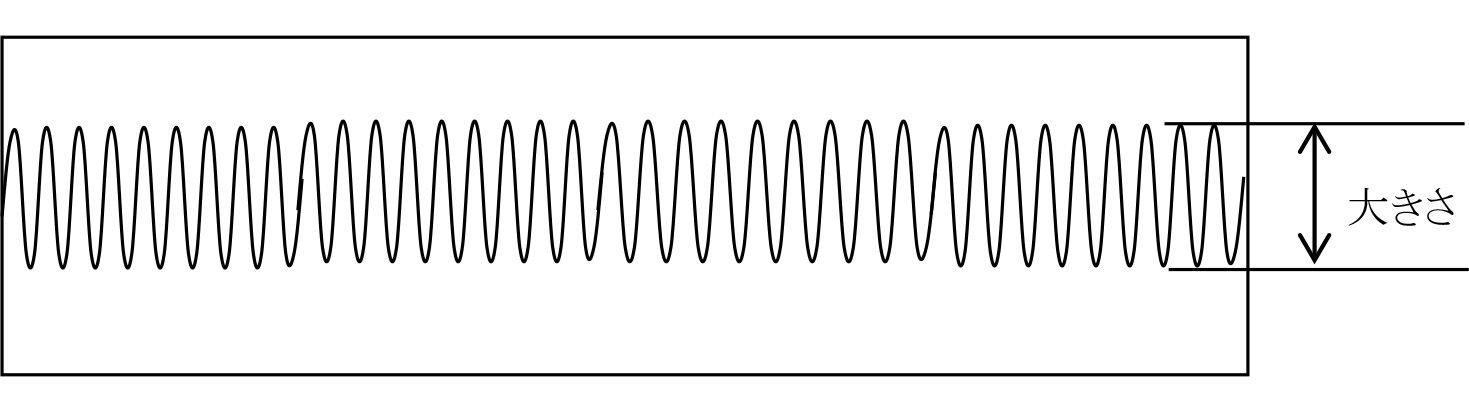
この波形の周波数は100Hzで大きさは3.7μm
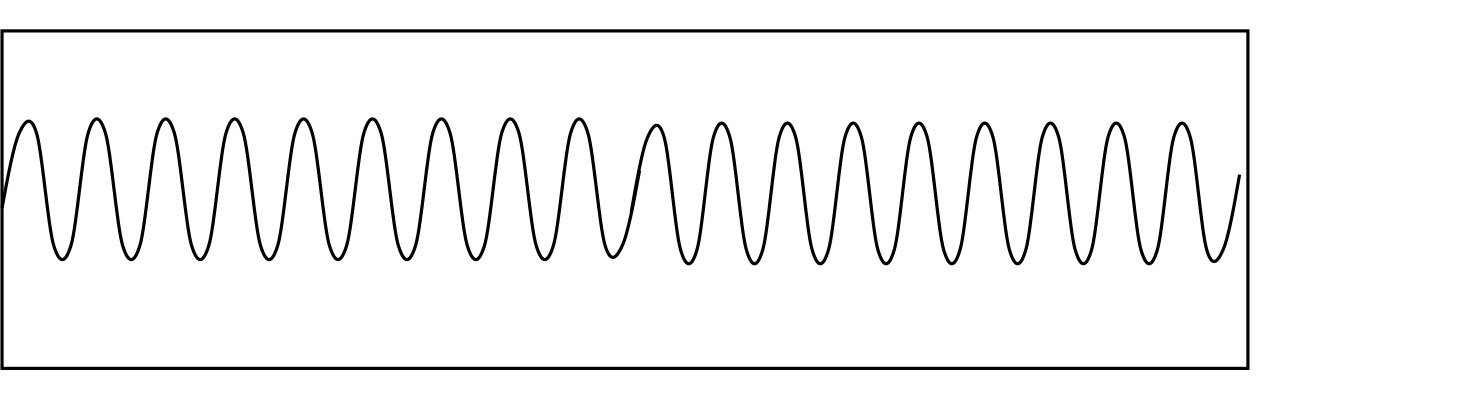
この波形の周波数は50Hzで大きさは3.3μm
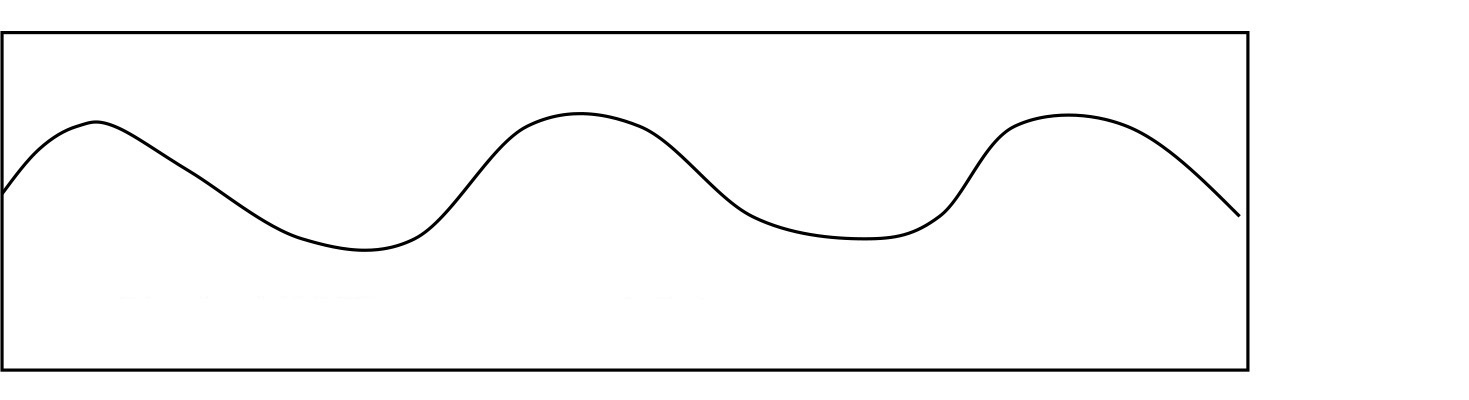
この波形の周波数は7.5Hzで大きさは3.4μm
これを横軸を周波数として、各周波数ごとの大きさで表したものが下図に示すFFTグラフになります。

このモーターの回転数は3000min-1 なのでfr(回転周波数)=50Hzとなり、波形と一致する。
上記グラフより、50Hz・100Hzの波形が表す意味は1回転に1回及び2回の振動が発生していることを表している。
このように周波数の分析から、振動の発生原因を特定することを精密診断と言う。
⑤振動速度・・・VEL(cm/sまたはmm/s)
単位時間(1秒間)あたりの変位の変化量
イメージ的には、振幅が1秒間でどれだけ変化したか
(数学的には変位を微分すると速度になる)
⑥振動加速度・・・ACC(Gまたはmm/s2)
1(G)=9.8(m/s2)
単位時間(1秒間)あたりの振動速度の変化量
イメージ的には、振動速度が1秒間でどれだけ変化したか
(数学的には速度を微分すると加速度になる)
⑦振動の方向
振動は3次元の動き=よって3方向の成分で表します。
例)横型のモーターの場合
H・・・(Horizontal)水平方向
V・・・(Vertical) 垂直方向
A・・・(Axial) 軸方向
一般的には振動の方向性によって
H-アンバランス
V-基礎のガタ・ボルト締付け不良
A-ミスアライメント
と言われていますが、機器または測定箇所の剛性が最も弱い方向に出る場合も多く、この限りではない。
⑧振動の大きさ
振動レベル(大きさ)を表す用語としては以下の4つがあります。
- ・ ピーク値
- ・ オーバーオール値 =平均値×π/2
- ・ 平均値 =2/π×ピーク値 (ピークの約64%)
- ・ 実効値(rms) =1/√2×ピーク値 (ピークの約71%)
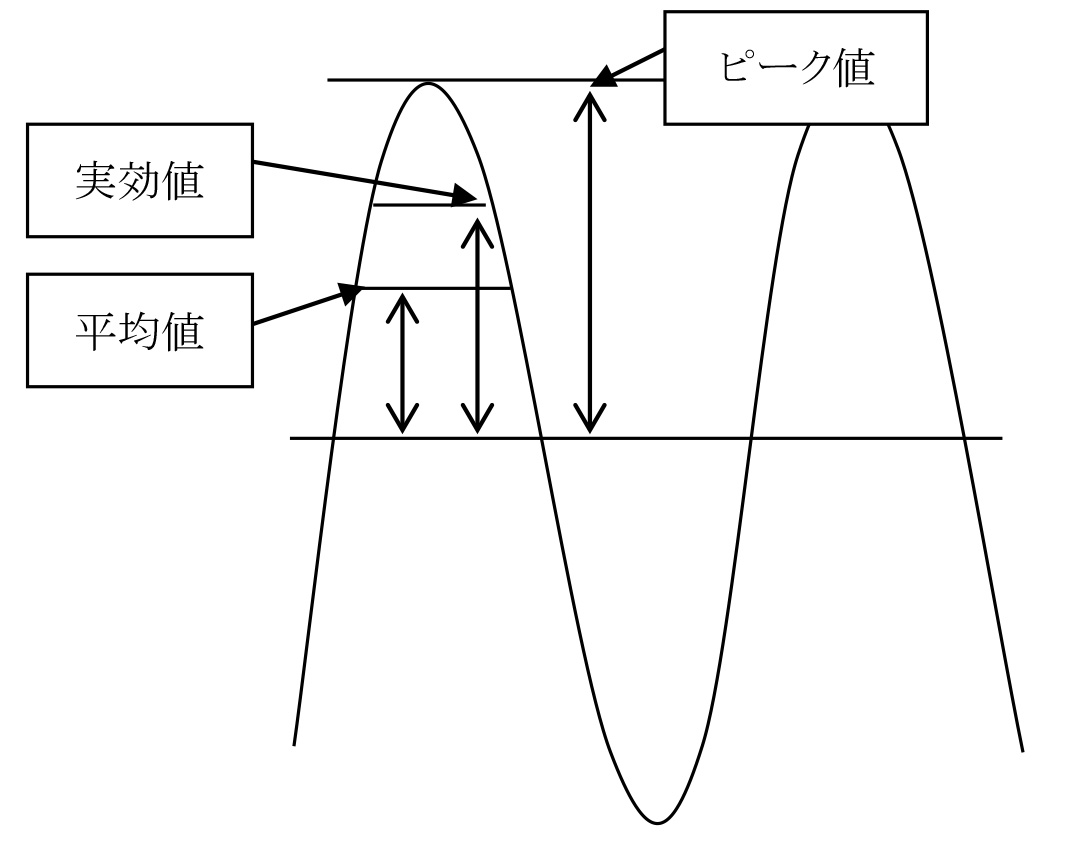
- *正弦波以外はこの関係は成り立たない。
- *オーバーオール値は正弦波の場合ピーク値と同じになる。
3.軸受診断
①測定モード
軸受診断に用いる測定モードはその判断用途から全部で5つあり、簡易診断ではオーバーオール値またはピーク値といった数値で表します。
振動の原因や要素により測定周波数帯域が異なるため、測定する周波数帯域を分けたり振幅、速度、加速度等で分けています。
(振動レベルの周波数イメージ)
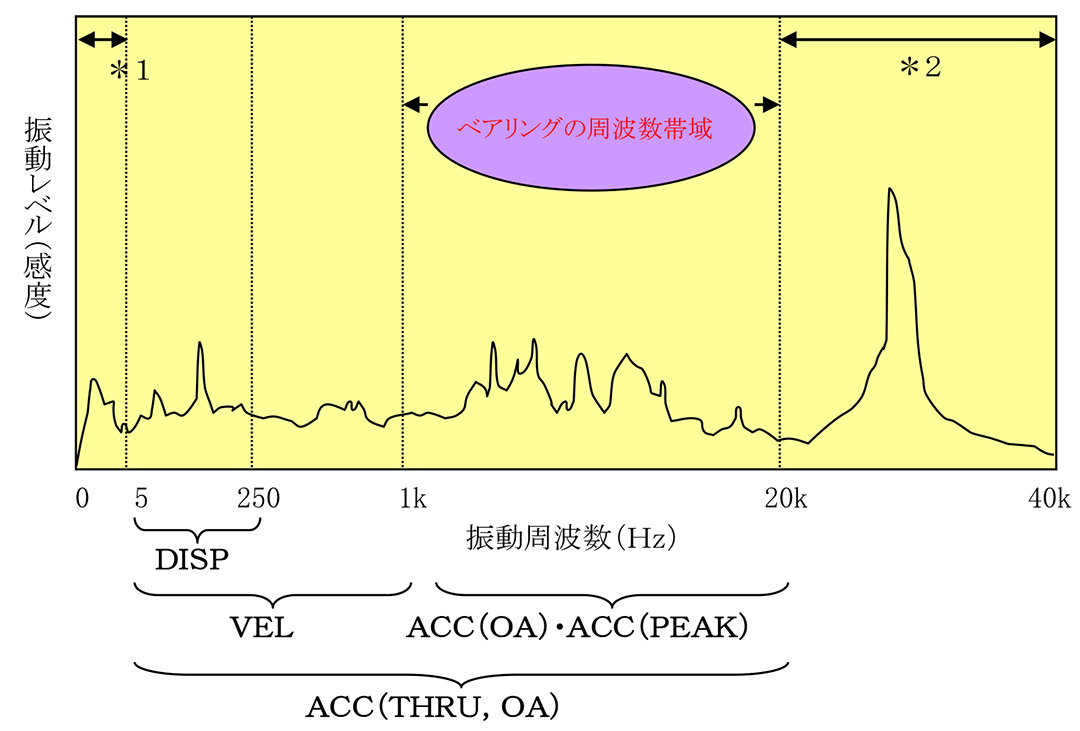
- *1 圧電型ピックアップでは測定不可能
- *2 圧電型ピックアップの場合、20~30kHz近辺にピックアップ自体の共振点があるため測定しない
■DISP
5~250Hzでの振幅を測定 単位(μm)
(振幅は5~10kHz付近までほぼ同じ感度で測定可能→低周波域で十分)弊社軸受診断では、特に基準値は設けていない。
(しかし、メーカーでは機器により管理値を設けている場合もある)
■VEL
5~1kHzでの速度を測定 単位(cm/s2)
アンバランスやミスアライメント、ガタ、据付不良等の異常は回転周波数を基準に速度として現れる。(回転周波数はせいぜいモーターだと10~60Hzなのでこの
周波数帯域で十分)振動速度にはJIS規格による基準値があり、弊社でもこれを引用している。(機器の容量や基礎の剛性により分別される)
■ACC(OA)及びACC(PEAK)
1k~20kHzでの加速度を測定 単位(G)
ベアリングは高周波焼入れ鋼を材料としており、機器の他の部品の中で最も硬い。これは、ベアリングの固有振動数が他の部品より高いことを表し、実際にベアリングの周波数帯域は1k~20kHzである。硬い材料が高速で回転しているため、ベアリングに異常がある場合は衝撃振動となり、加速度として現れる。
(OA)はオーバーオール値を、(PEAK)はピーク値を示している。
振動加速度には統一された基準値はなく、ベアリングメーカーや測定器メーカーが独自に基準値を設けている。(弊社では測定器メーカーのものを引用)基準値はオーバーオール値のみで弊社では軸受荷重方向の1方向だけで判定する。基準値は回転数とベアリング軸径によって計算式により算出される。
(PEAK)は通常(OA)の5倍以内が平均的であるがベアリングに傷等がある場合はそれより高くなる。
■ACC(THRU,OA)(スルー、オーバーオールと呼ぶ)
5~20kHzでの全周波数帯域での加速度を測定 単位(G)
前述のACC(OA)モードの周波数帯域を低周波域まで広げた(スルーさせた)もので、ベアリング以外での低周波域の衝撃振動も合わせて、加速度として現れる。具体的には、ギヤの噛み合いや自冷ファンによる風切り音、その他の高周波振動だが、あくまで参考値程度と考えて良い。基準値はない。
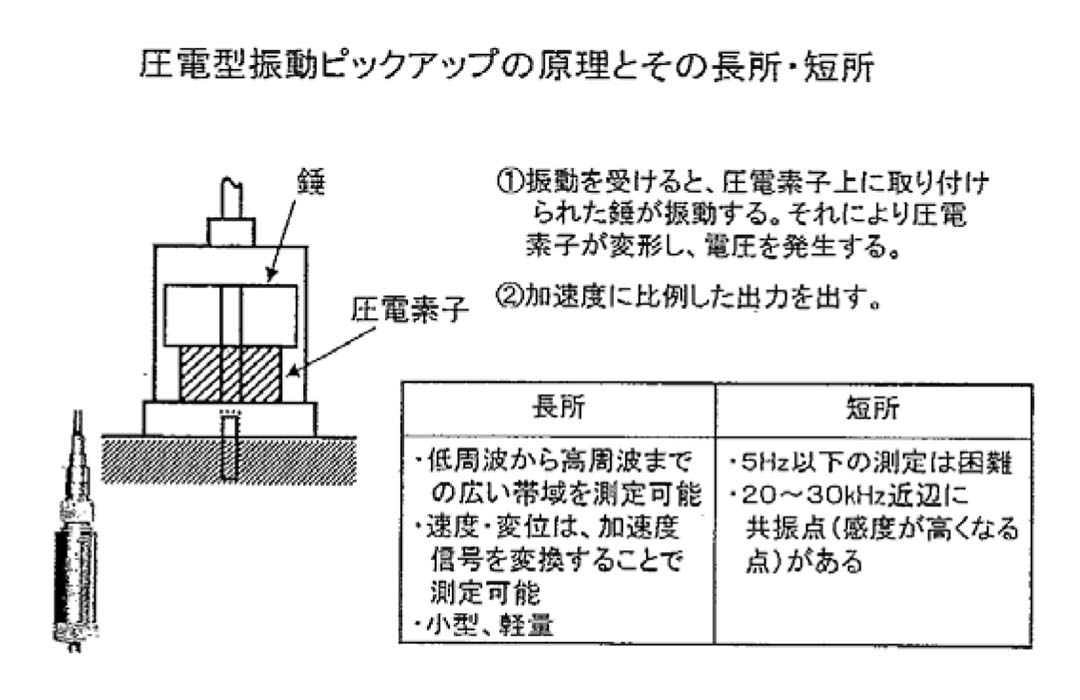
②ピックアップの特性
軸受診断に用いるのは「圧電型」
:加速度を直接検出(速度・変位は信号変換)
:高周波帯域まで測定可能
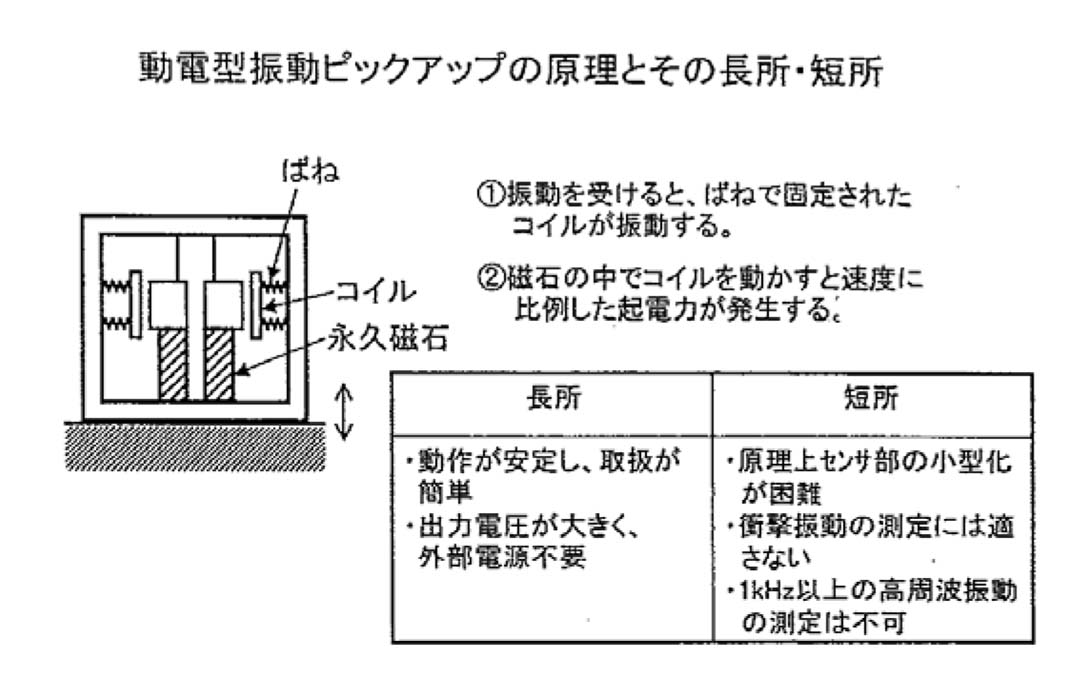
よって一般の振動計で加速度を測定してもベアリングの異常は現れない。
③簡易診断
弊社では1軸受に対し、5つの測定モードの各3方向を測定し、オーバーオール値やピーク値といった数値で表し、傾向観察用のグラフでも表す。
判定方法
■絶対値判定
・ACC(OA)モードの軸受荷重方向1方向
・VELモードの3方向
には注意と危険の2段階で基準値があり、これを超えているか否かで判定する。
■比較判定
初期値(または正常値)に対し、傾向を見て判定する。
一般的に初期値の3倍を超えると注意、5倍(まれに9倍とする場合もある)を超えると危険と判定する。
同型機が存在する場合は、同型機との比較・検証も行い判定する。
比較判定が最も重要
絶対値判定の基準値は絶対ではない。あくまで統計上の目安であって、機器によっては据付・負荷条件でもともと高い場合もある。
定期的に傾向を見ての比較判定の方が信頼性は高い。
そのためには、初期値(正常値)の把握が重要となる。出来れば、新品または整備
直後のデータ測定が望ましい。出来なければ、数回の傾向を見て初期値の見当をつける。
当然ながら、傾向を見る場合、ピックアップの取付け箇所や運転条件は同じでなければならない。
絶対値判定を行う場合は、最低でも機器容量(kW)・回転数(min-1)・ベアリング型番の3つは必須です。
④精密診断
簡易診断で異常が見受けられた場合(注意や危険)、その異常の原因を究明する目的で
周波数分析を行うことである。
すなわち、判定はあくまで簡易診断で行い、精密診断は理論付けということ。
(異常な波形が現れても、絶対値自体が低ければ、必ずしも不良とは言えない。)
ACC(OA)モードの異常は ・・・ベアリング診断モード(加速度)
VELモードの異常は ・・・機構部診断モード(速度)
*機構部とはベアリング以外の機構的異常の総称
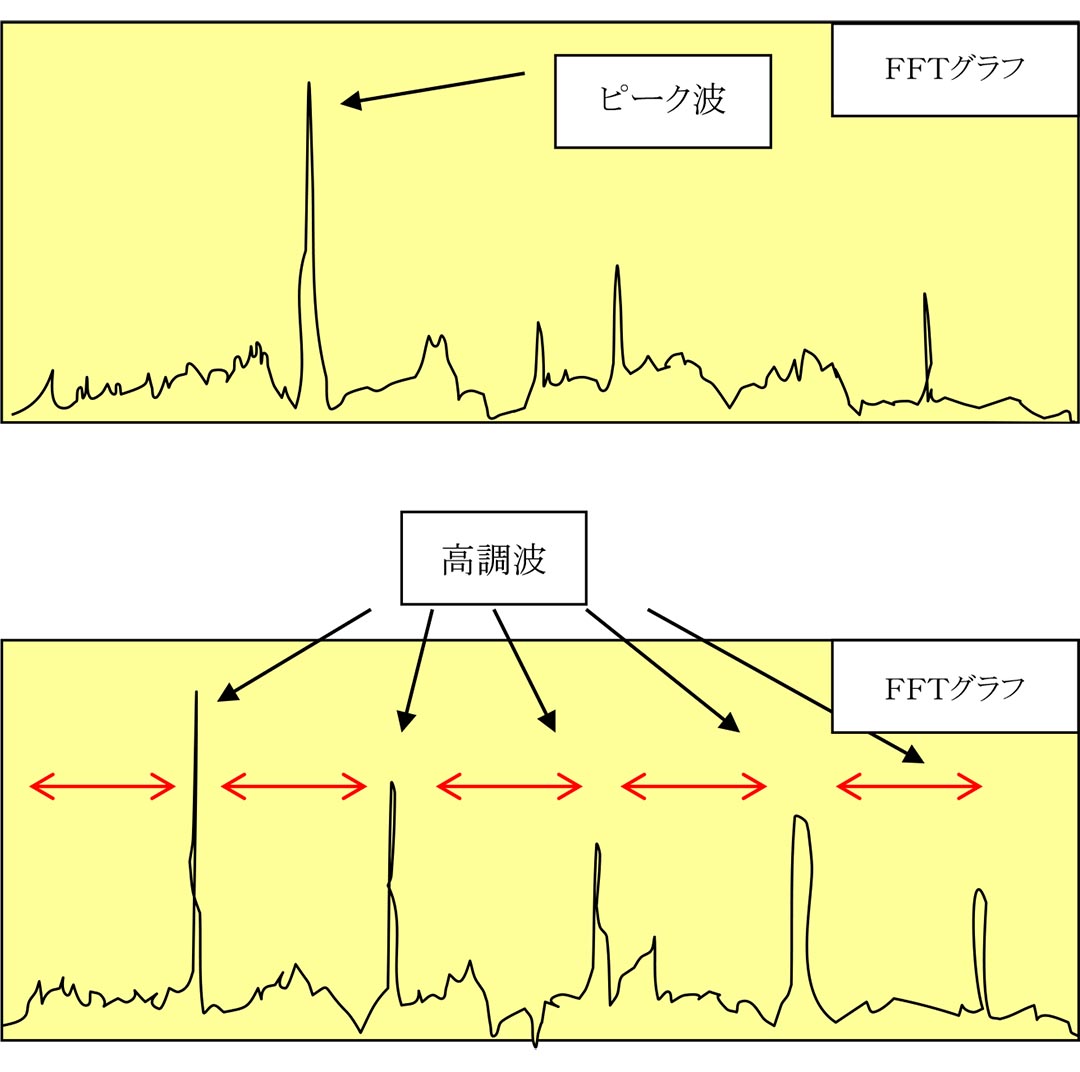
ピーク波
他の波より突出している部分のこと
一応高い波形のTOP10は表で表される
高調波
ピーク波が周期的に現れている波(ピーク波のn倍)
2倍、3倍は2次、3次高調波と呼ぶ
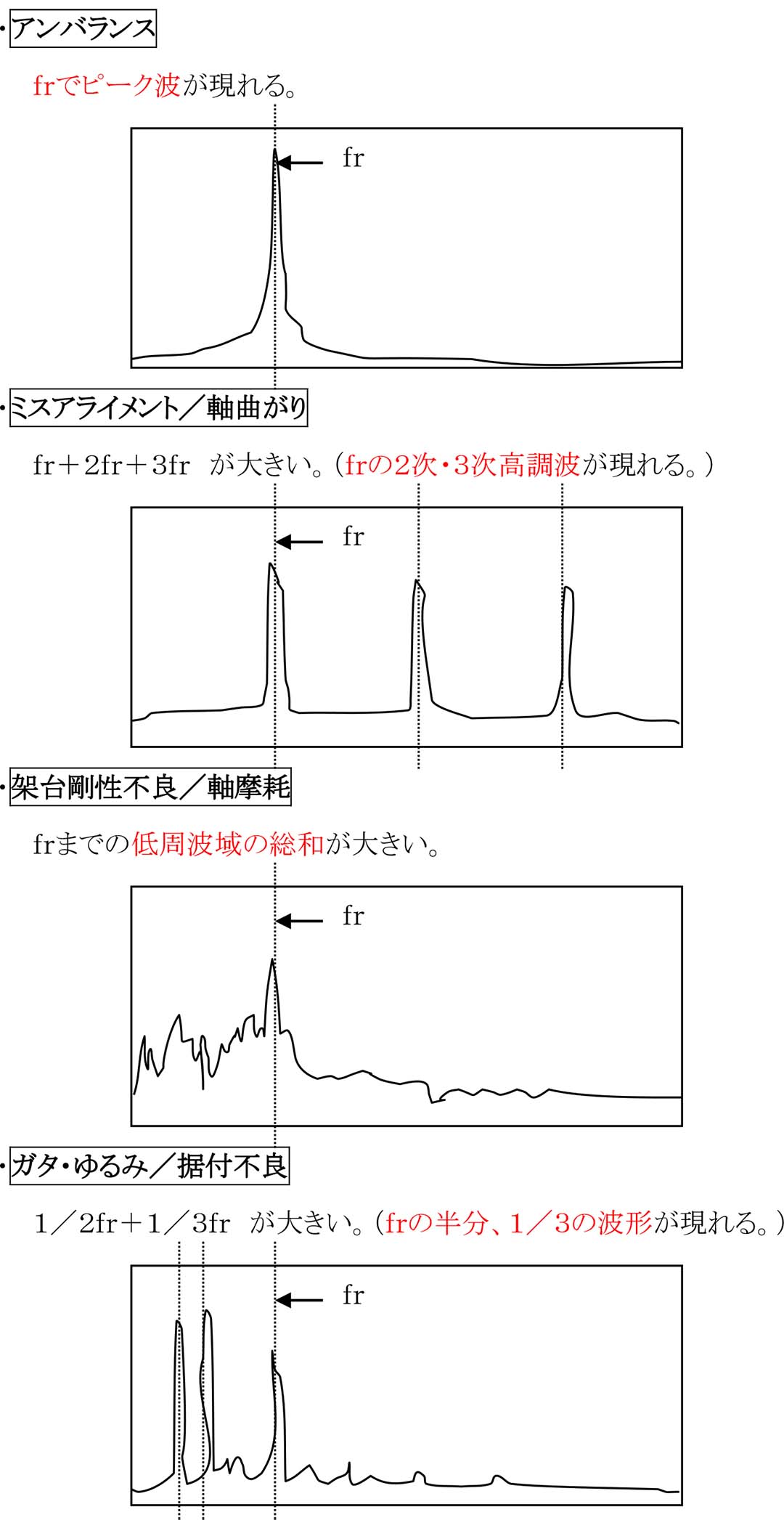
■ 機構部診断モード
VEL(速度)モードの 速度ー時間軸 波形を周波数分析(FFT解析)する。
判断材料の基準となるのは fr(回転周波数)のみ
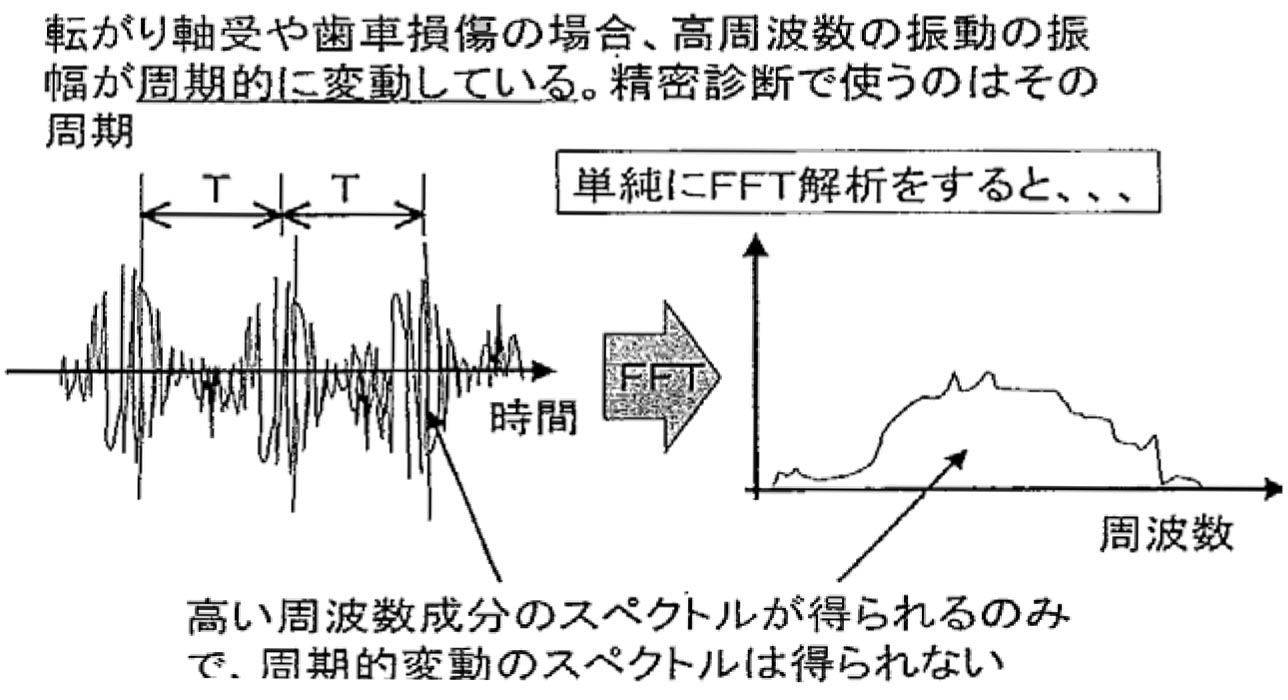
■ ベアリング診断モード
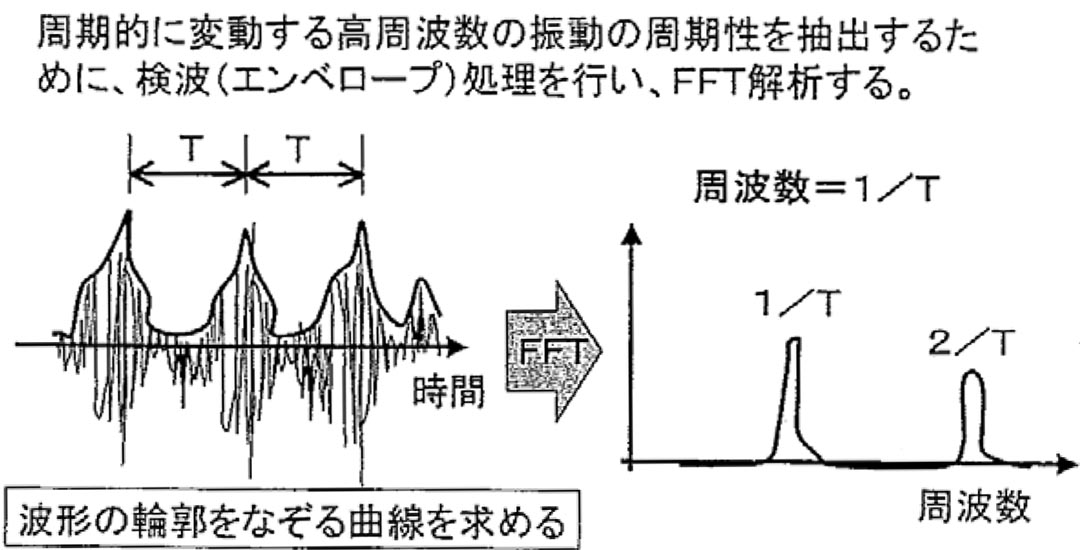
ACC(OA)モードの 速度ー時間軸 波形をエンベロープ処理する。
このACC(ENV)波形を周波数分析(FFT解析)する。
精密診断(エンベローブ処理)
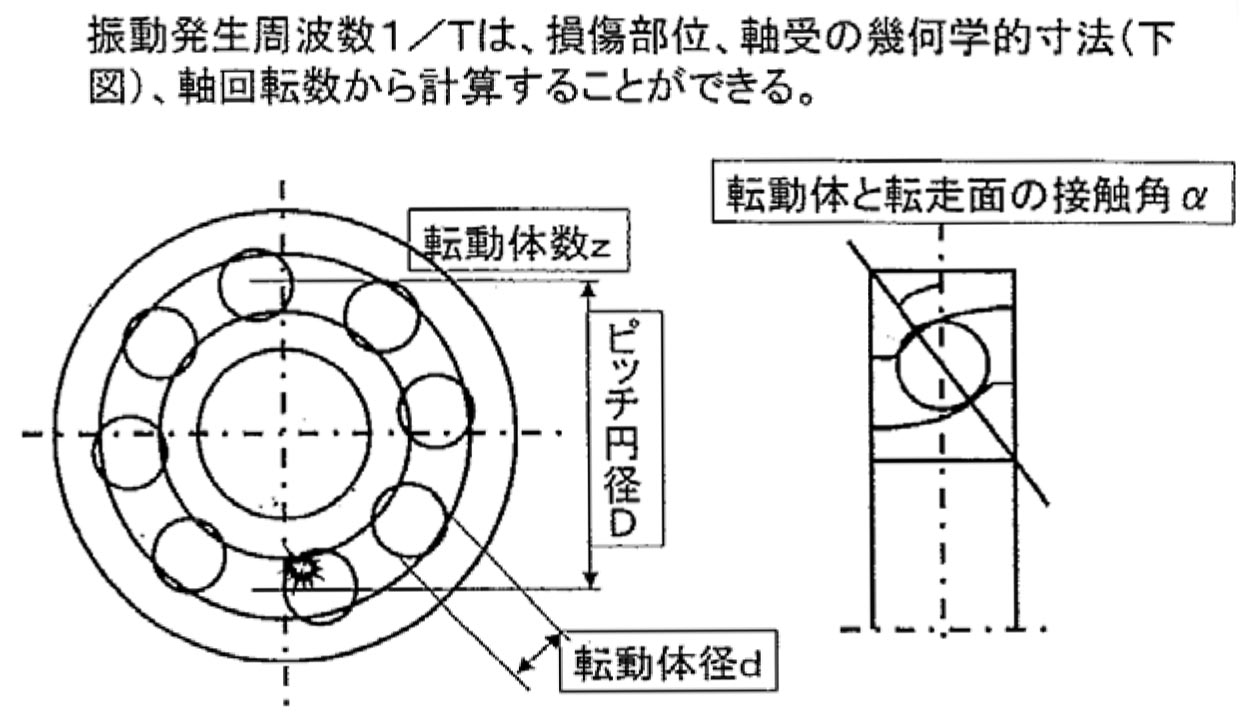
異常特性周波数を見出すためにベアリング各部の詳細なデータが必要となる。
約2500種類のベアリングデータがすでに測定器メモリーに入っております。
精密診断(ころがり軸受)
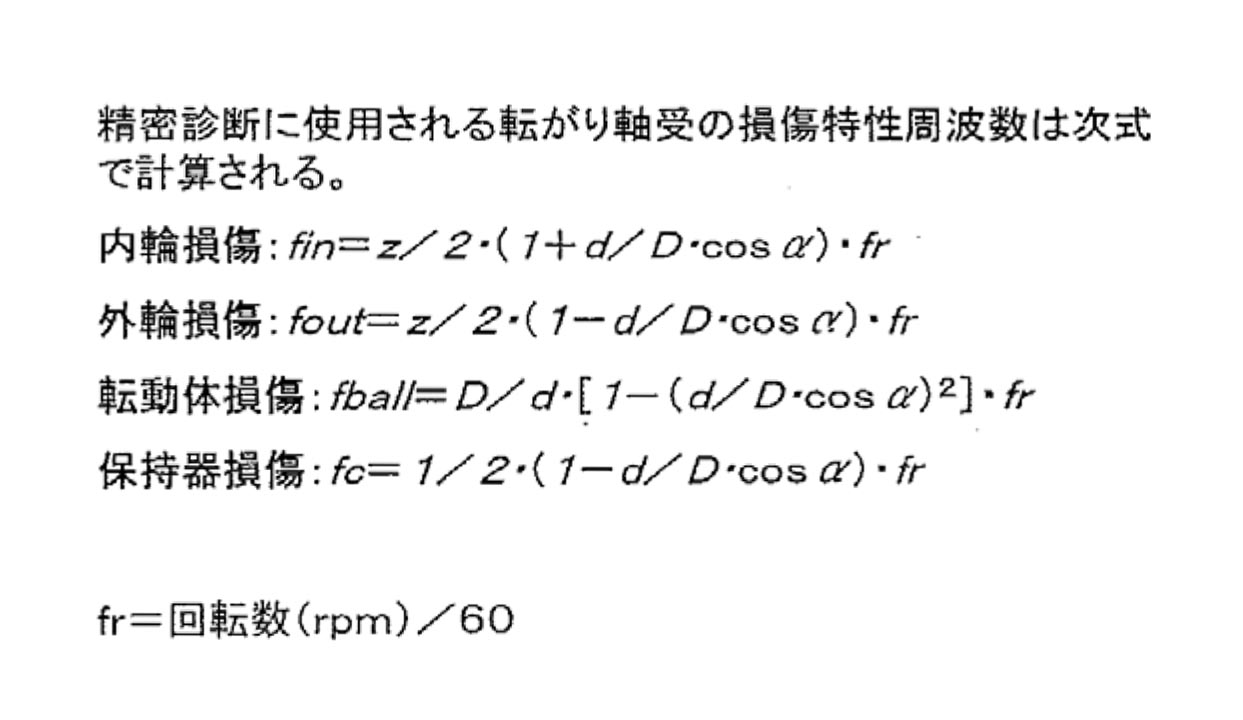
判断方法
各部の傷・損傷・欠陥
- ・特性周波数の高調波が発生・・・異常が確定的。
- ・特性周波数のピーク波が発生・・・異常が懸念される。
- ・内輪傷ではfin成分の他にfin付近前後に側帯波(サイドバンド)
成分を伴って発生し、傷の初期段階ほど顕著に現れる。
傷の発生ではなく、全体的な摩耗劣化
絶対値自体が高くなり(波形の底上げ)、frの値が大きくなる。
擦過音発生時
絶対値自体が高くなり(波形の底上げ)、fr・fcの値が大きくなる。
グリース給油等で擦過音が解消すると、絶対値自体(波形全体)が下がる。
電食
fout(外輪損傷周波数)で顕著な高調波が発生する。
嵌め合い不良により、内外輪が回転する
fr・2fr(回転周波数の高調波)が発生する。
ただし、この現象は測定タイミングが難しく、他の欠陥に移行し高調波が消える場合もある。