福井県坂井市にて対応
2022年8月30日 火曜日
長年お付き合いさせていただいているお客様の夏期工事でお伺いしました。
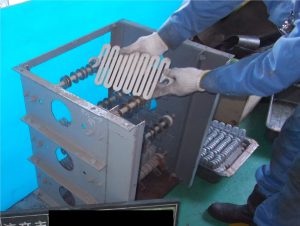
37kW~300kWまで計6台の電動機整備依頼です。
重量が2tにもなるような電動機の脱着となりますので、今回はラフタークレーンを入れての作業となりました。
重機が入るときは重機オペレーターの方と共同作業ですので、いつも以上に注意を払い、とにもかくにも『安全第一』で作業を進めます。
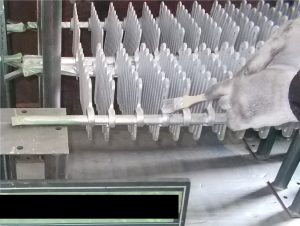
搬出した機器は本社工場と中部工場へ運び、分解→スチーム洗浄→ワニス処理→ベアリング等部品交換→組立・塗装→社内試験という工程を経て、再度現場にお戻しして設置、試運転まで行って任務完了!
取外しから復旧までを6日間でという短納期でしたが、本社・中部両工場とも入社1年目の若手技術員たちが先輩の指導を受けつつ頑張ってくれたので、無事にお納めすることができました。

※ちなみに、トップの写真は東尋坊です。お客様の工場からすぐのところにあります。
日本全国津々浦々、あちらこちらへ出張しますので、時間が空いたらこんな風景を眺めに行ったりもするんですよ!!
































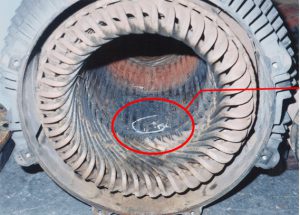
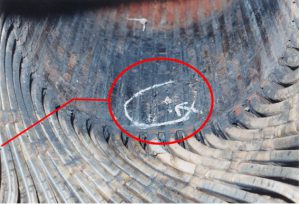
 電機子巻線(発電機固定子巻線)破損状況(反直結側)
電機子巻線(発電機固定子巻線)破損状況(反直結側)
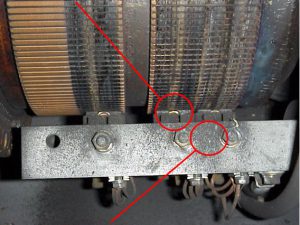

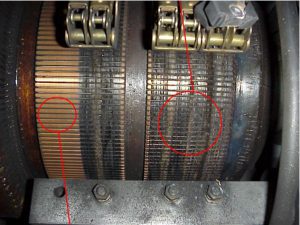
















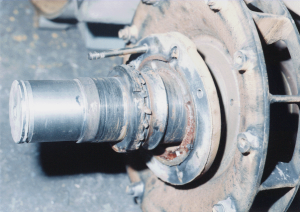
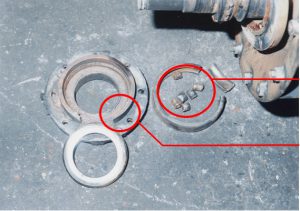
 メタル焼損のため、
メタル焼損のため、